
Macam-macam Kode Kawat Las
Elektroda merupakan salah satu consumable utama dalam proses pengelasan. Hal ini dikarenakan komposisi kimia yang terkandung di dalam elektrode sangat berpengaruh terhadap hasil las lasan baik itu sifat mekanik (kekuatan tarik, kekerasan, impact) atau terhadap struktur logam las (metalography).
Jenis jenis kawat las:
- Kode Elektroda SMAW
- Kode Filler Metal GMAW
- Kode Filler Metal FCAW
- Filler Metal SAW
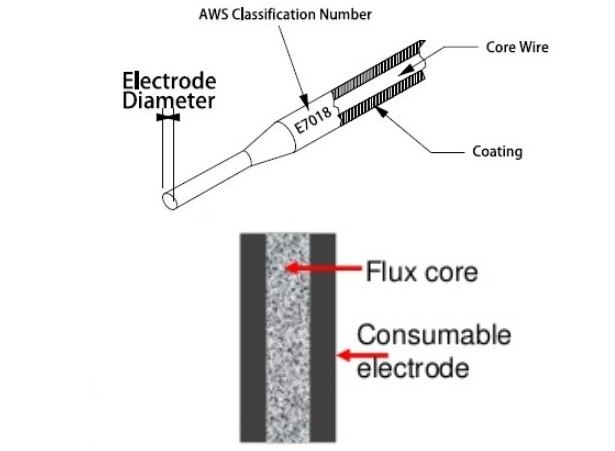
Kode Kawat Las Shield Metal Arc Welding (SMAW):
Elektroda Mild Steel
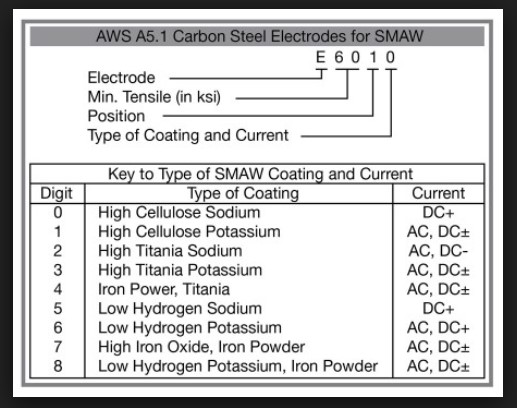
Misal E 6013
E: Elektroda
60: Kekuatan Tarik Minimum 60 satuannya KSI (Biasanya ada tipe juga 70 dan 80 misal E 7016, E 7018, E 8010, E8018)
Misal E 6013
E: Elektroda
60: Kekuatan Tarik Minimum 60 satuannya KSI (Biasanya ada tipe juga 70 dan 80 misal E 7016, E 7018, E 8010, E8018)
- Untuk semua posisi pengelasan (Untuk kode lain yaitu 2 (posisi flat dan horizontal) dan 3 (Posisi flat) )
- Jenis komposisi kimia dari flux yang nanti juga berpengearuh terhadap penetrasi, arus dan polaritas. Jenis digit keempat ini ada Untuk lebih detailnya lihat gambar di bawah ini.
Pengertian Kode Filler Metal Gas Metal Arc Welding GMAW :
ER – 70S – 6
E: Elektroda
R: Rod (Dapat digunakan untuk GMAW, tanpa flux)
70: Kekuatan tarik minimum KSI (70, 80 90, 100)
S: Solid (Jenis elektroda Solid atau tanpa flux)
6: Komposisi kimia, 6: High Silicon
R: Rod (Dapat digunakan untuk GMAW, tanpa flux)
70: Kekuatan tarik minimum KSI (70, 80 90, 100)
S: Solid (Jenis elektroda Solid atau tanpa flux)
6: Komposisi kimia, 6: High Silicon

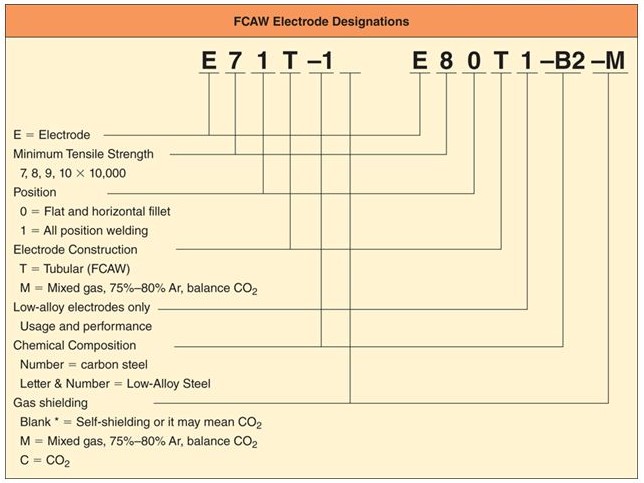
Arti Kode Filler Metal FCAW (Flux Core Arc Welding) :
E 71 T 1
E: Elektroda
7: Kekuatan tarik minimum (7, 8, 9, 10 x 10.000 psi)
1: Posisi pengelasan (1: untuk semua posisi, 0: untuk posisi flat dan horizontal fillet)
T: Tubular (FCAW)
1: Komposisi kimia (1: untuk baja karbon)
7: Kekuatan tarik minimum (7, 8, 9, 10 x 10.000 psi)
1: Posisi pengelasan (1: untuk semua posisi, 0: untuk posisi flat dan horizontal fillet)
T: Tubular (FCAW)
1: Komposisi kimia (1: untuk baja karbon)
Kode Kawat Las SAW (Submerged Arc Welding) :
F7A2-EM12K
F: Mengindikasikan Fluks
7: 70-95 KSI kekuatan tari minimum
A: Sebagai las lasan, jika P: Post Weld Heat treatment
2: Minimum kekuatan impact 20 ft-lbs pada 20 derajat F
E: Mengindikasikan Elektroda
M: Medium Manganese per AWS Spefisications
12: 0,12% Kandungan karbon dalam elektroda
K: Produced from a heat of aluminium killed steel
7: 70-95 KSI kekuatan tari minimum
A: Sebagai las lasan, jika P: Post Weld Heat treatment
2: Minimum kekuatan impact 20 ft-lbs pada 20 derajat F
E: Mengindikasikan Elektroda
M: Medium Manganese per AWS Spefisications
12: 0,12% Kandungan karbon dalam elektroda
K: Produced from a heat of aluminium killed steel
